Как настроить заточной станок для пильных цепей
Обзор, устройство, сборка и установка станка были приведены в статье Заточной станок для пильных цепей BG60016.
В этой статье будет описана непосредственно работа на станке. И так, станок установлен и закреплён на верстаке. Далее подключаем станок к сети питания 220 вольт, и проверяем работу заточного камня на холостом ходу. Данная операция необходима для того чтобы перед началом работ выявить какие-либо в нештатные ситуации.
Органы управления заточным станком:
Детали и органы управления:
- Выключатель вкл/выкл
- Монтажное отверстие
- Корпус
- Ограничительный винт
- Абразивный круг
- Защитный щиток абразивного круга
- Корпус абразивного круга
- Основание
- Ручка регулировки зажима цепи
- Захват
- Ручка подачи цепи
- Фиксирующая гайка
- Провод электрический
- Поворотный столик для закрепления цепи
- Рукоятка

Установка пильной цепи в заточной станок.
Перед тем как установить цепь в станок необходимо ослабить винт [9] регулировки зажима цепи. Далее уложить цепь в направляющий паз поворотного столика станка.

Цепь устанавливается так, чтобы режущие звенья цепи были направлены в сторону заточного камня:


Настройка угла заточки.
После того как цепь уложена, выставляем угол заточки режущего звена. Угол заточки выставляется в соответствии с рекомендациями к затачиваемой цепи. Стандартный угол режущего звена составляет 30 градусов, большинство производителей цепей используют именно его (угол режущего звена цепи зависит от поставленной задачи, под каждую конкретную задачу выпускается своя цепь с соответствующими характеристиками, эти характеристики получены экспериментальным способом и являются оптимальными). Станок позволяет выставлять фиксированные углы: – 30, – 15, 0, 15 и 30 градусов. При необходимости можно доработать станок (нанести на станину поворотного столика дополнительные риски с необходимыми углами для заточки, в дальнейшем планирую).Если угол заточки режущего звена цепи выбран (исходя из рекомендаций) 30 градусов, то он должен варьироваться от -30 до +30 градусов (т.е. необходимо сохранять значение величины угла, изменяя при этом только знак с положительного на отрицательный). Знак – или + зависит от того какой резец затачиваем левосторонний или правосторонний.




Заточка.
Итак цепь установлена в станке под нужным углом. Далее нужно определиться по какой схеме будет выполняться заточка цепи:
Последовательная заточка. В процессе выполнения работ последовательно затачивается каждый резец. При этом по завершению заточки или правки каждого резца необходимо менять угол заточки с положительного на отрицательный (или наоборот, взависимости с какого резца начать). Перед началом выполнения работы необходимо пометить резец с которого начата заточки или правка.
Заточка каждого второго резца. В этом случае вначале затачиваем все левосторонние (правосторонние) резцы, потом меняем полярность и затачиваем все правосторонние (левосторонние) резцы. Таким образом, получается, что затачивается каждый второй резец пильной цепи, при этом сохраняем полярность и значение величины угла заточки. Полярность угла заточки меняем только один раз, (не считая первоначальный момент настройки необходимого угла заточки) когда переходим от заточки правосторонних резцов к левосторонним. Этот вариант более предпочтительней, т.к. отсутствует необходимость каждый раз переключать угол заточки резца. Скорость выполнения работы намного выше за счет уменьшения количества манипуляций. Перед началом выполнения работы необходимо пометить резец, с которого начата заточки или правка.
Далее, исходя из практики заточки цепи выявлено две методики непосредственной заточки режущего звена, первая по инструкции, вторая методика получена опытным путём — экспериментальная.
По инструкции (данный пункт инструкции подвергся редактированию, т.к. там написана полная ахинея):
Перед включением питания станка, медленно нажимая на рукоятку [15] до конца вниз, фиксируем нужную глубину заточки при помощи ограничительного винта [4]. Когда глубина заточки определена, выставляем резец под заточной камень (прицеливаемся) так, чтобы заточка была оптимальной (т.е. не допустить перетачивание или исключить недотачивание), затем надежно зафиксируем цепь при помощи винта [9] регулировки зажима цепи. Закрываем захват [10]. Фиксируем положение захвата цепи ручкой подачи цепи [11] и гайкой [12]. Включаем питание клавишей [1]. И медленно нажимая на рукоятку [15] до конца вниз, точим. В конце заточки режущей части зуба цепи, абразивный диск прижимаем книзу слегка. Повторяем процедуру фиксирования звена цепи и заточки для каждого резца. При непосредственной заточке резца винты [4], [9] должны оставаться плотно зажатыми до тех пор, пока рукоятка [15] не возвращена в исходное положение.
Недостатком вышеуказанной методики является то , что приходиться долго «прицеливаться» чтоб не сточить лишнего, потом зажимать звено, и всё равно, даже если хорошо прицелиться заточной диск снимает немного больше чем надо либо меньше. Так же каждый раз перед прицеливанием необходимо выключать питание станка, а после его заново включать. Путём ряда экспериментов удалось для себя определить идеальную методику заточки цепи, которая сочетает в себе быстроту выполнения операции и высокое качество заточки режущего звена.
Экспериментальная методика заточки (рациональная):
Весь смысл данной методики заточки заключается в том, чтобы контролировать подачу резца во время заточки, тем самым предотвратить его перетачивание или исключить недотачивание. И так, цепь установлена в станке под нужным углом. Используем схему заточки каждого второго резца (см. выше). Далее …, а на этом этапе начинается расхождение с инструкцией. При помощи винта [9] зажимаем цепь так чтобы она не болталось в направляющем пазу поворотного столика станка, но чтоб при этом её можно было бы при помощи захвата [10] и путём вращения ручки подачи цепи [11] подавать в перёд. Как только с этом моментом определились, необходимо зафиксировать глубину заточки резца при помощи ограничительного винта [4]:

Включаем питание станка, и в перёд, точим!


И ещё при использовании данной методики отсутствует необходимость в постоянном передёргивании питания заточного станка, когда начинаем затачивать следующий по очереди резец.
Примечание (относится к любой методике заточки):
Следует избегать слишком глубокую заточку звена цепи, так как это может снизить прочность звена, и как следствие сокращение срока службы цепи. При заточке необходимо ориентироваться надо на длину самого затупившегося зубца. По завершению работы по заточке резцов, длины всех верхних граней режущих звеньев должны быть одинаковыми (или приблизительно одинаковыми).
Каждое режущее звено имеет ограничитель глубины, регулирующее глубину проникновения зубца цепи внутрь древесины. После того как все резцы заточены (и левосторонние и правосторонние), нужно по шаблону сточить ограничительный зуб (если это необходимо).
Стачивание зуба-ограничителя.
Наложить шаблон для зуба-ограничителя и по необходимости, используя плоский напильник сточить зуб-ограничитель до уровня шаблона.
Шаблон может имееть два положения:
Н «hard» (твердый) для твердой породы дерева;
S «soft» (мягкий) для мягкой породы дерева.
Если стачивать зуб-ограничитель без контроля, то можно «запилить» его слишком низко. В таком случае цепь будет «сгрызать» много дерева, а это в свою очередь приведёт к увеличению риска отдачи, усилению вибрации, ухудшении точности пиления и снижению ресурса инструмента.
И в завершении.
По итогам всех работ, цепь продуть сжатым воздухом и проложить не некоторое время в подходящую ёмкость с чистым маслом. Время «замачивания» цепи в масле каждый определяет для себя сам, моя схема такова: если нужно продолжать работу срочно этой же цепью (что бывает редко), то на пять минут, если время терпит, то на весь день.
Станок для заточки затупленных цепей бензопил
 Для комфортной работы и ровных спилов необходим не только качественный и мощный инструмент, но и острая цепь. Заточить её можно вручную напильниками или станком для заточки цепей бензопил. Первый способ отлично подойдёт, если нужно лишь подточить затупленные лезвия зубьев, ничего не меняя при этом в них самих. Но если зубцы сильно потеряли свою форму, обработать их вручную будет сложно и займёт много времени. Поэтому в этом случае лучше использовать заточные станки, они помогут правильно и равномерно заточить все зубья.
Для комфортной работы и ровных спилов необходим не только качественный и мощный инструмент, но и острая цепь. Заточить её можно вручную напильниками или станком для заточки цепей бензопил. Первый способ отлично подойдёт, если нужно лишь подточить затупленные лезвия зубьев, ничего не меняя при этом в них самих. Но если зубцы сильно потеряли свою форму, обработать их вручную будет сложно и займёт много времени. Поэтому в этом случае лучше использовать заточные станки, они помогут правильно и равномерно заточить все зубья.
Прежде чем использовать любой инструмент для заточки цепи бензопилы, необходимо ознакомиться с инструкцией, соблюдать правила эксплуатации и технику безопасности.
Виды и преимущества станков
Заточные станки выпускаются ручные и автоматические, каждый из них имеет свои положительные и отрицательные стороны. Ручные приспособления делятся на стационарные и мобильные. Первые устанавливаются на стол или другую поверхность, а вторые прямо на шину бензопилы. Снимать цепь в итоге не нужно. Мобильные станки для заточки цепей бензопил крепятся к шине винтами с двух сторон. На инструменте есть шкала с градусной разметкой, где устанавливается необходимый угол заточки.
При покупке ручного станка следует учесть, что в его комплект часто не входят напильники, так как их размер зависит от разновидности цепи.
 Преимущества ручных приспособлений:
Преимущества ручных приспособлений:
- стоимость значительно ниже, чем у автоматического;
- зубья затачиваются качественно и одинаково, так как настройки устанавливаются лишь 1 раз и по самому повреждённому из них;
- для работы не требуется подключение к электрической сети;
- безопасны в эксплуатации;
- цепь, заточенная вручную, имеет более длительный срок эксплуатации, чем та, что заточена на электрическом инструменте.
Главное, верно определить нужный угол в зависимости от цели назначения цепи. К качественным ручным станкам для заточки цепей бензопил всегда прилагается таблица значений углов заточки.
Все зубья должны иметь одинаковую высоту, чтобы нагрузка на цепь распределялась равномерно. Если же один из зубьев заметно ниже, то риск, что цепь порвётся в этом месте, крайне высок.
К недостаткам ручных инструментов можно отнести только длительное время на обработку оснастки.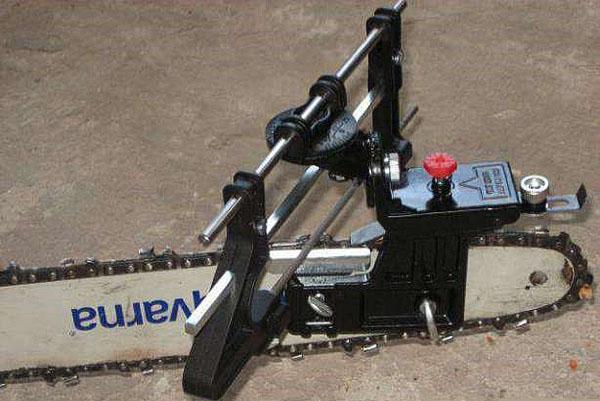
Автоматические станки
Электрическое приспособление для заточки цепей бензопилы внешне напоминает дисковую пилу, но установлено на раму. На ней располагается двигатель, рукоятка, заточный диск с защитным кожухом – всех вместе их называют подвижной рабочей головкой. Также на станке имеются винты для регулировки углов заточки, глубины, суппорта и фиксатора цепи, а на нижней части расположена шкала установки заднего угла.
 Преимущества электрических станков:
Преимущества электрических станков:
- для заточки понадобится намного меньше времени, чем если делать вручную;
- при правильном подборе параметров и соблюдении правил эксплуатации все зубья будут абсолютно одинаковыми;
- имеют компактные размеры и малый вес;
- простая эксплуатация.
Основной недостаток – цепь быстрее стачивается, чем при обработке на ручном приспособлении. Нельзя слишком долго нагружать двигатель, иначе это приведёт к его перегреву. Для работы необходима электроэнергия.
Покупать автоматический станок следует тогда, когда нужно часто производить обработку большого количества оснастки. Так же он крайне необходим для твёрдосплавных цепей, которые невозможно наточить с помощью ручного набора для заточки цепи бензопилы.
Технология заточки и как узнать, что нужно точить цепь
 Признаки, по которым можно определить, что зубья стали затупленными:
Признаки, по которым можно определить, что зубья стали затупленными:
- бензопила сильно вибрирует, застревает и пытается вырваться из рук;
- время на распиливание требуется больше, чем обычно;
- увеличился расход топлива;
- стружка стала мелкой.
 Чем раньше будет проведена обработка, тем меньше необходимо снять металла, а значит, цепь прослужит намного дольше.
Чем раньше будет проведена обработка, тем меньше необходимо снять металла, а значит, цепь прослужит намного дольше.
Прежде чем начать работу, нужно выбрать самый мелкий зубец. Все параметры настраиваются по нему, чтобы все зубья были одинаковыми.
Пошаговая инструкция того, как заточить цепь на автоматическом станке своими руками:
- Откручивается зажимающий оснастку винт, и она снимается с бензопилы;
- Цепь устанавливается в держатель (поворотный суппорт), так чтобы звенья были направлены в сторону заточного диска.
- Выбирается необходимый градус заднего угла верхнего лезвия (50° или 60° в зависимости от её типа).
- Фиксатор цепи (лопатка) регулируется таким образом, чтобы он упирался в затачиваемый зубец.
- По разметке шкалы с градусами устанавливается угол заточки цепи бензопилы. Он колеблется от 25° до 35°, а также может быть равен 10° для оснасток, предназначенных для продольного распила древесины.
- Плавно опускается головка с заточным диском на цепь и с помощью винта регулируется глубина заточки.
- Головка поднимается и после того как все винты крепко затянуты, устройство запускается.
- Медленно опускается заточный диск и затачивается зуб несколькими короткими заходами, чтобы металл не перегревался.
- Сначала проводится заточка с одной стороны, а затем суппорт поворачивается и обрабатывается цепь со второй.
Как только все зубья цепи заточены, следует тщательно очистить её от стружки и пыли, а затем опустить в масло. Это значительно продлит срок её службы.
 После заточки зубьев обязательно проверить ограничители глубины. На большинстве типах цепей расстояние между их верхней кромкой и зубца составляет 0,65 мм. Ограничитель влияет на глубину врезания зубьев в древесину, поэтому для качественной и комфортной работы необходимо следить за его величиной.
После заточки зубьев обязательно проверить ограничители глубины. На большинстве типах цепей расстояние между их верхней кромкой и зубца составляет 0,65 мм. Ограничитель влияет на глубину врезания зубьев в древесину, поэтому для качественной и комфортной работы необходимо следить за его величиной.
Как выбрать станок
При выборе инструмента следует обращать внимание на его мощность и количество оборотов в минуту, а также на диаметр заточного диска, так как от него зависит цель назначения. Частота вращения влияет на производительность инструмента. Для домашнего использования подходят устройства с 3000 об/мин, а для обработки большого количества цепей следует приобрести станок мощнее – 4800-7500 об/мин.
 Аналогично и с мощностью, если планируется применять его лишь несколько раз за месяц, то лучше взять средней мощности, тогда он не будет испытывать сильных нагрузок и дольше прослужит.
Аналогично и с мощностью, если планируется применять его лишь несколько раз за месяц, то лучше взять средней мощности, тогда он не будет испытывать сильных нагрузок и дольше прослужит.
Цена заточного станка для цепей бензопил зависит от его характеристик и комплектации (наличие защитного экрана от искр, поворота головки, системы охлаждения, автоматического зажима тисков и так далее). Не стоит приобретать слишком дешёвые модели, особенно, если они полностью выполнены из обычного пластика.
Станок для заточки цепей бензопил — видео
ВНИМАНИЕ.
Если у вас возник вопрос, то вы можете задать его в комментариях к статье ниже!
Наши эксперты ответят на ваш вопрос в ближайшее время (1-2 дня), подпишитесь на комментарий, чтобы вовремя получить уведомление об ответе!
Так же вы можете задать вопрос на этой странице, тогда мы подготовим развернутый ответ (5-7 дней), который будет находится тут!
Раз в год заточить цепь — подойдет простой станок для заточки пильной цепи.



